CNC oxyfuel cutting
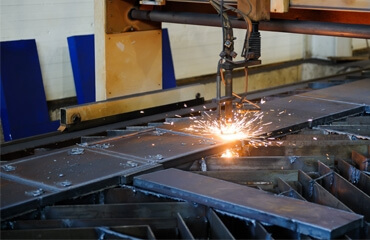
Metal is cut using oxyfuel cutting machines. Oxyfuel cutting is performed by CNC (computer numeric control) oxyfuel cutting machine that ensures precision and integrity of the oxyfuel cutting process.
Prior to CNC oxyfuel cutting operations, metal is subjected to pre-heating with the heating oxygen flame near to melting temperature of ca.1270 ºC. The cutting oxygen jet subsequently burns the metal at the cut location and removes the resulting oxides from the cut. Fuel: acetylene, propane-butane, natural gas, pyrolytic gas.
Nozzle is the key element of the cutting machine. Higher the output of oxygen flow (determined by the nozzle shape) means higher efficiency of the nozzle; therefore, nozzles with expansion channel are usually used, as it provides high oxygen flow.
Quality of cut largely depends on the design of cutting nozzles, applicability of the nozzle to various types of flammable flames depending on the size of gas channel, precise geometry of the channels, surface smoothness of the gas channels. The cutting speed may be increased by using a curtain nozzle equipped with a special oxygen channel that protects the cutting oxygen from impurities for higher cutting speed.

Quality guarantee
CNC oxyfuel cutting is subject to strict control for our clients to be 100 % confident of high quality service. CNC oxyfuel cutting processes are subject to LST EN 1090-2:2008+A1 and LST EN 13920 standards. The standards specify quality requirements for articles cut with oxyfuel cutting machines.

CNC oxyfuel cutting specifications
- Working cutting width: max 2500 mm;
- Working cutting length: max 12000 mm;
- Thickness of cut sheet: 8 mm to 150 mm;
- Cutting speed: 700 mm/min to 150 mm/min (subject to sheet thickness);
- Hole diameter: 10 mm to 2400 mm (subject to metal thickness and overall dimensions);

Benefits of CNC oxyfuel cutting:
- cost-effective: inexpensive flammable gas and special application installed into the cutting machine for proper adjustment of cutting attachments with reference to the metal sheet;
- high efficiency: the cutting machine is equipped with two torches that may be effectively operated simultaneously;
- deviation of the resulting dimensions is within the tolerance limits applicable to the respective accuracy classes under legal regulations (LST EN 13920).